



The xp600 dtf printer has revolutionized the textile printing industry, offering a versatile and cost-effective solution for direct-to-film printing. This technology allows for vibrant, durable prints on a wide range of fabrics, eliminating the need for traditional screen printing methods and their associated complexities. The growing demand for personalized and on-demand apparel is driving the widespread adoption of xp600 dtf printer systems globally.
The accessibility of xp600 dtf printer technology is empowering small businesses and entrepreneurs to enter the custom apparel market, bypassing the high entry costs traditionally associated with textile printing. Its ease of use, combined with the ability to print intricate designs, has made it a favorite among designers and print service providers alike. The continued innovation in dtf printer technology, specifically within the xp600 series, points to further advancements in print quality and efficiency.
Understanding the capabilities of an xp600 dtf printer is crucial for anyone involved in the textile industry, from garment decorators to marketing professionals looking to leverage customized apparel for branding. This article explores the core components, applications, advantages, and future trends surrounding this increasingly important technology.
The Fundamentals of the xp600 dtf printer
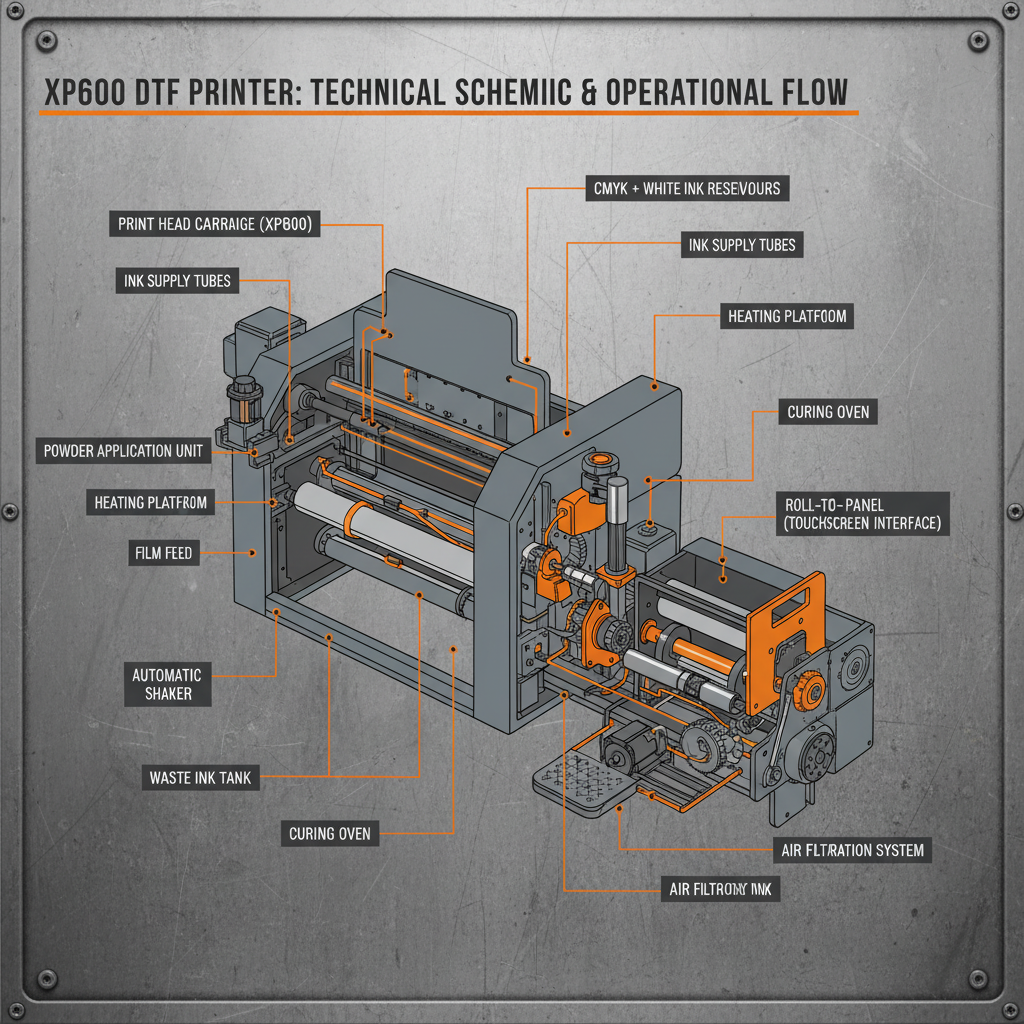
The xp600 dtf printer utilizes a piezoelectric printhead to deposit specialized water-based inks onto a PET film. This film serves as a temporary carrier for the design, allowing for easy transfer to a variety of fabrics through a heat press process. The resulting prints are known for their soft hand feel, vibrant colors, and excellent wash durability.
This technology differs from traditional methods like screen printing, which requires the creation of stencils and can be costly for small print runs. The xp600 dtf printer excels in producing full-color, high-resolution designs with minimal setup, making it ideal for custom apparel, promotional items, and personalized textiles.
FAQS
An xp600 dtf printer boasts impressive fabric compatibility. It excels on cotton, polyester, blends, and even some nylon fabrics. The DTF process doesn’t require fabric pre-treatment like DTG, making it remarkably versatile. However, extremely textured or waterproof fabrics might present challenges, and testing is recommended. The resulting prints offer excellent wash durability and a soft hand-feel, regardless of the fabric type.
Properly applied DTF prints from an xp600 dtf printer can withstand 50+ washes without significant fading or cracking. The longevity depends on several factors, including the quality of the ink, the heat press settings, and the wash care instructions followed by the customer. Using high-quality water-based inks and a precise heat press application are crucial for achieving maximum durability.
Regular maintenance is vital for optimal performance. This includes daily printhead checks and cleaning, weekly thorough cleaning of the ink system, and occasional nozzle tests to identify and address any clogs. Consistent use of quality inks and filters also contributes to long-term printer health. Consult your printer's manual for specific maintenance guidelines.
Many RIP (Raster Image Processor) software options are compatible with xp600 dtf printers, including Wasatch, Ergosoft, and MainTop. The choice of software depends on your specific needs and budget. RIP software is essential for color management, design adjustments, and controlling the printing parameters of your xp600 dtf printer.
The initial investment varies based on the printer model, ink supply, film, adhesive powder, heat press, and RIP software. Typically, a complete xp600 dtf printer setup ranges from $2,000 to $8,000. However, the relatively low running costs and the ability to handle small print runs often result in a quick return on investment compared to traditional textile printing methods.
Yes, DTF printing is generally considered more environmentally friendly than many traditional textile printing techniques. It utilizes water-based inks, minimizing the release of harmful volatile organic compounds (VOCs). The reduced waste generated by on-demand printing and the elimination of the need for pre-treatment further contribute to its sustainability. Proper disposal of PET film is still essential, but advancements in biodegradable film options are emerging.
Conclusion
The xp600 dtf printer represents a significant advancement in textile printing technology, offering a compelling combination of versatility, affordability, and print quality. Its ability to address the growing demand for customized apparel and promotional items has established it as a key player in the evolving landscape of the industry. Understanding its core components, operational factors, and future trends is crucial for businesses seeking to capitalize on this innovative technology.
Looking ahead, continued innovation in ink formulations, automation, and sustainable materials will further enhance the capabilities of xp600 dtf printer systems. We encourage those interested in exploring this technology to visit our website to learn more and discover how an xp600 dtf printer can transform your business.
Related Posts
-

Revolutionizing Digital Printing with Advanced uv dtf Printing Technology
-

A Comprehensive Guide to DTF Printer for Beginners and Its Applications
-

Comprehensive Guide to Reliable screen printing equipment supplier for Diverse Applications
-

Advanced Screen Printing Equipment Manufacturer Solutions and Industry Insights



